|
????????在注塑模具平衡性模具測試,快速評估模具的填充平衡性;對于多腔精密模具,例如汽車用或3C用連接器產品,傳統上在填充實驗中通過測量每一個模腔對應產品的重量,計算偏差百分比的方式進行評價。該方法存在誤差大、效率低的問題,尤其是精密產品。
?????
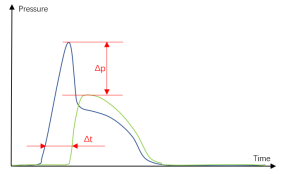
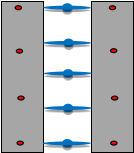
圖1兩腔精密模具圖(注:圖片來自JZ模具) ??????????????????????????圖2模腔內壓力不平衡示意圖 ??????奇石樂采用模腔壓力系統評估模腔平衡性精度比稱重法高10倍以上。如圖2,藍色曲線模腔比綠色曲線模腔進膠更快,同時模腔壓力更高。所以,通過比對填充時間差Δt與壓力差Δp的波動百分比來衡量。一般而言對于精密產品,Δt≤0.03s,峰值壓力Δp≤5%;大型模具Δt≤0.1s;峰值壓力Δp≤10%。
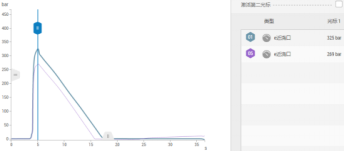
?????????????????????????????????????????????圖3 多澆口模具示意圖 ????????對于大型模具,比如汽車內外飾產品,家電殼體面板等產品,傳統稱重法很難評價模具平衡性。通過模腔監測技術,比對對稱位置的壓力差異,判斷模具驗收的平衡性,判斷標準與上述精密模具相同。如圖3,澆口對稱位置通過壓力對比,可以量化澆口注塑平衡性,如圖中壓力差異17.2%。 |
- 關注天氣: